
Esprit CAM
Used in thousands of company all over the world, ESPRIT CAM software is a global favorite for all types of machining applications. Ranging from small hometown job shops to multinational enterprises, our clients trust ESPRIT to help them create the parts that drive aerospace, medicine, energy, construction, and a host of other industries.
Feature
Profit Milling
Year
2026
Talk to Us
If you want to see how ESPRIT works in greater detail, complete this form and let us know what you would like to learn more about. We’d be happy to offer you a software demonstration performed by a knowledgeable engineer.
Profit Milling
High-speed machining with ESPRIT’s patented ProfitMilling® cycles for 2.5-, 3-, 4-, and 5-axis roughing significantly reduces cycle times and dramatically increases tool life. The ProfitMilling strategy combines optimized, high-speed toolpath patterns, chip thinning with light radial engagements and full depths of cut, and dynamically optimized feed rates to maintain consistent chip loads and minimized cutting forces throughout the cut.
This results in increased productivity and reduced operating costs. When compared to conventional machining, ProfitMilling delivers:
- 75% cycle-time reduction
- 500% increase in tool life
Main Feature
ProfitMilling Benefits
ProfitMilling is a universal high-speed roughing cycle for 2- to 5-axis milling that works with your existing tools and machinery—even light-duty equipment. By optimizing toolpaths with full-depth cuts and reduced radial engagement, it lowers machine stress, accelerates cycle times, and directs heat into the chips rather than the tool.
- Universal Compatibility: High-speed roughing for 2.5- to 5-axis projects.
- Enhanced Productivity: Boosts performance on light- and medium-duty machines.
- Material Versatility: Superior results on standard materials and tough alloys like Inconel or Titanium.
- Thermal Control: Cooler cutting zones for longer tool life and better finishes.
- Proven Results: Up to a 75% reduction in cycle time and a 500% increase in tool life.
ProfitMilling Benefits
ProfitMilling is a universal high-speed roughing cycle for 2- to 5-axis milling that works with your existing tools and machinery—even light-duty equipment. By optimizing toolpaths with full-depth cuts and reduced radial engagement, it lowers machine stress, accelerates cycle times, and directs heat into the chips rather than the tool.
- Universal Compatibility: High-speed roughing for 2.5- to 5-axis projects.
- Enhanced Productivity: Boosts performance on light- and medium-duty machines.
- Material Versatility: Superior results on standard materials and tough alloys like Inconel or Titanium.
- Thermal Control: Cooler cutting zones for longer tool life and better finishes.
- Proven Results: Up to a 75% reduction in cycle time and a 500% increase in tool life.
How ProfitMilling Works
ProfitMilling uses a patented high-speed toolpath to maintain consistent chip loads and minimize cutting forces. By combining full axial depth with light radial engagement (chip thinning), it enables faster feed rates and smoother machine motion. The cycle dynamically adjusts feed rates and utilizes spiraling or trochoidal movements to maximize material removal without abrupt directional changes.
Core Technical Features
- High-Speed Toolpaths: Optimized patterns that eliminate sudden machine acceleration.
- Chip Thinning: Uses full depth of cut and light radial width to boost feed rates.
- Dynamic Feed Rates: Automatically adjusts to geometry variances to maintain chip load.
- Advanced Motion: Employs spiraling, trochoidal, and offset paths to maximize velocity and clear chips.
- Optimized Strategies: Includes bottom-up pocketing and Z-level roughing for efficient material removal.
How ProfitMilling Works
ProfitMilling uses a patented high-speed toolpath to maintain consistent chip loads and minimize cutting forces. By combining full axial depth with light radial engagement (chip thinning), it enables faster feed rates and smoother machine motion. The cycle dynamically adjusts feed rates and utilizes spiraling or trochoidal movements to maximize material removal without abrupt directional changes.
Core Technical Features
- High-Speed Toolpaths: Optimized patterns that eliminate sudden machine acceleration.
- Chip Thinning: Uses full depth of cut and light radial width to boost feed rates.
- Dynamic Feed Rates: Automatically adjusts to geometry variances to maintain chip load.
- Advanced Motion: Employs spiraling, trochoidal, and offset paths to maximize velocity and clear chips.
- Optimized Strategies: Includes bottom-up pocketing and Z-level roughing for efficient material removal.
Traditional Roughing
Cycle times are longer as machines must run at conservative cutting speeds to account for chip load and acceleration inconsistencies.
- Sharp corners result in high cutting forces and acceleration rates, and “jerks”
- Full-width slotting overloads the cutter
- Varying high tool engagement angles increase chip loads
- Constant centerline feed rates result in varying chip loads
- Cutting at multiple incremental depths increases cycle times
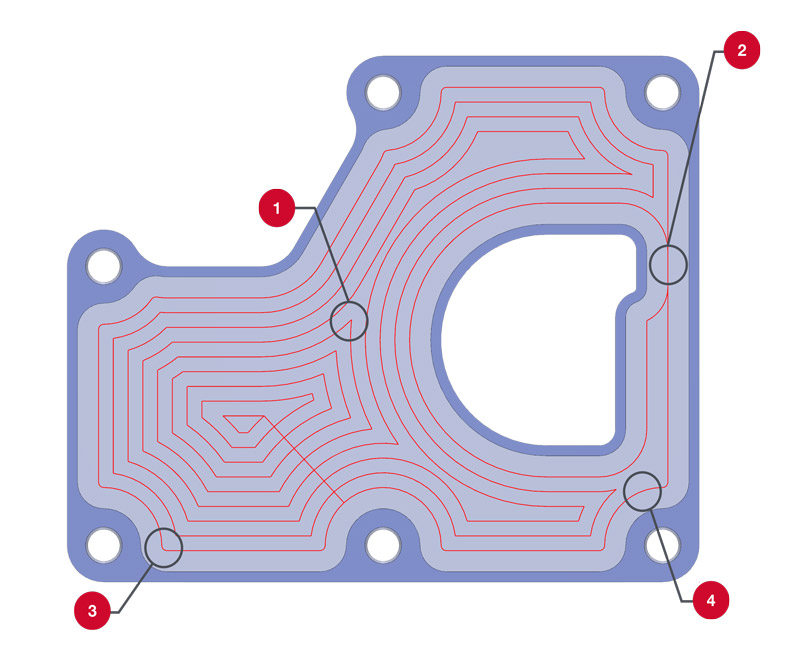
Traditional Roughing
Cycle times are longer as machines must run at conservative cutting speeds to account for chip load and acceleration inconsistencies.
- Sharp corners result in high cutting forces and acceleration rates, and “jerks”
- Full-width slotting overloads the cutter
- Varying high tool engagement angles increase chip loads
- Constant centerline feed rates result in varying chip loads
- Cutting at multiple incremental depths increases cycle times
Roughing with ProfitMilling
High-speed cycle allows for deeper cuts while increasing cutting speeds, resulting in shorter cycle times and longer tool life.
- nitial spiral out motion creates a larger opening faster for better chip evacuation
- Smooth toolpath patterns with blended transitions
- Trochoidal slotting strategy for a constant chip load
- Corner picking to eliminate chatter and provide a constant tool-engagement angle
- Optional slotting strategy with reduced incremental depth passes
- Optimized transitional moves with small Z lifts to reduce drag
- Full-depth cuts reduce multiple incremental depth passes
- Dynamically optimized feed rate during the cut
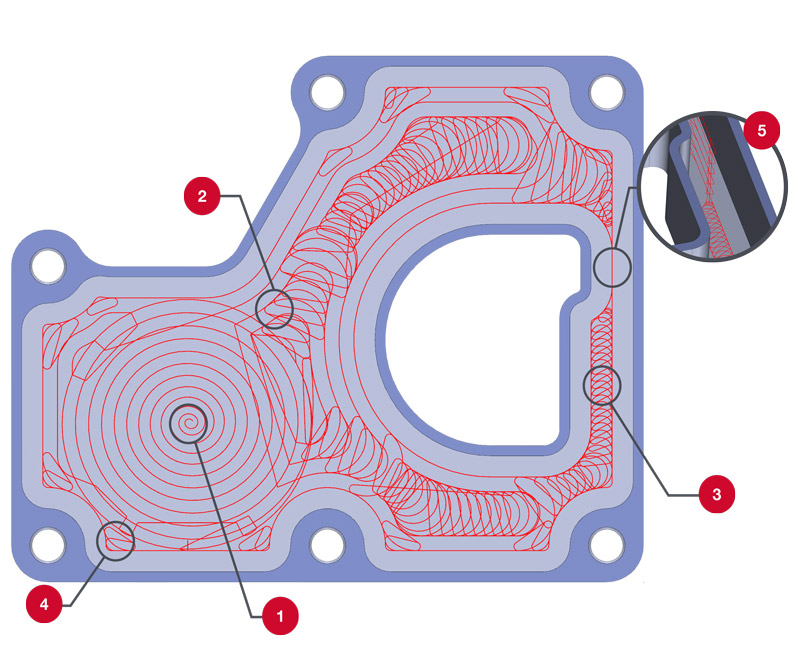
Roughing with ProfitMilling
High-speed cycle allows for deeper cuts while increasing cutting speeds, resulting in shorter cycle times and longer tool life.
- nitial spiral out motion creates a larger opening faster for better chip evacuation
- Smooth toolpath patterns with blended transitions
- Trochoidal slotting strategy for a constant chip load
- Corner picking to eliminate chatter and provide a constant tool-engagement angle
- Optional slotting strategy with reduced incremental depth passes
- Optimized transitional moves with small Z lifts to reduce drag
- Full-depth cuts reduce multiple incremental depth passes
- Dynamically optimized feed rate during the cut
Using ProfitMilling
- Double or triple tool-manufacture recommended feed, speed and surface speed in MMPT or IPT
- For hard metals, use a radial engagement between 27% and 37%
- For softer materials, use engagement just under 90%
- The ProfitMilling toolpath puts most of the generated heat into the chip and away from the part and tool
- Use tools with a high flute count — coolant is discouraged as it can increase thermal shock on the cutting edge
- Check your machine’s control settings to ensure programmed feed rates are being attained
Using ProfitMilling
- Double or triple tool-manufacture recommended feed, speed and surface speed in MMPT or IPT
- For hard metals, use a radial engagement between 27% and 37%
- For softer materials, use engagement just under 90%
- The ProfitMilling toolpath puts most of the generated heat into the chip and away from the part and tool
- Use tools with a high flute count — coolant is discouraged as it can increase thermal shock on the cutting edge
- Check your machine’s control settings to ensure programmed feed rates are being attained